 La empresa COMSIGUA está ubicada en la zona de Matanzas de la ciudad de Puerto Ordaz en el Parque Industrial CVG-MINORCA en la parcela 513-05-01, esta empresa fue el objetivo de la visita técnica, en la cual se observaron las instalaciones y los diversos instrumentos de medición que permiten llevar a cabo el proceso de elaboración de HIB.
La empresa COMSIGUA está ubicada en la zona de Matanzas de la ciudad de Puerto Ordaz en el Parque Industrial CVG-MINORCA en la parcela 513-05-01, esta empresa fue el objetivo de la visita técnica, en la cual se observaron las instalaciones y los diversos instrumentos de medición que permiten llevar a cabo el proceso de elaboración de HIB.DESCRIPCIÓN DEL PROCESO DE ELABORACIÓN DE BRIQUETAS
Esta empresa se encarga de procesar el mineral de hierro, que se presenta en dos formas: como pellas de las cuales procesa alrededor de 1,2 millones de toneladas y como mineral grueso en trozos provenientes de la empresa CVG Ferrominera Orinoco C.A en una cantidad de alrededor de 300 mil toneladas. Esta cantidad de materia prima permite a la empresa la producción de alrededor de 1 millón de toneladas anuales del producto semiterminado de Hierro Reducido Briqueteado en Caliente (HIB), el cual es utilizado como producto de entrada en las acerías.
El proceso se inicia con el almacenamiento de la materia prima en los silos en donde es mezclado en una proporción de 80% de pellas y 20% de mineral de hierro para ser transportado a través de bandas rodantes a la criba en donde el producto es dividido en dos lotes, el que no es apto para el procesamiento y el que si es apto. Este último es vertido en el reactor para que descienda por efecto de la gravedad mientras se le inyecta gas reductor con una temperatura de 874 oC, para extraerle el porcentaje de oxigeno a la mezcla de mineral de hierro y pellas dejando el hierro puro.
El proceso para producir los gases reductores: hidrógeno y monóxido de carbono, consiste en la reacción del Gas Natural con el agua y el dióxido de carbono en el Reformador. En este lugar, gran parte de los gases utilizados en la reducción son reciclados al ser enfriados y lavados para quitarles las partículas de polvo para que puedan ser utilizados nuevamente como Gas de Proceso, la o
 tra parte del gas es utilizado como combustible en los Quemadores del Reformador. Los gases de humo producido en los quemadores se utilizan para precalentar el gas de alimentación del Reformador en el bloque de Recuperación de Calor y finalmente ser liberados en la atmosfera a través de un tubo eyector.
tra parte del gas es utilizado como combustible en los Quemadores del Reformador. Los gases de humo producido en los quemadores se utilizan para precalentar el gas de alimentación del Reformador en el bloque de Recuperación de Calor y finalmente ser liberados en la atmosfera a través de un tubo eyector.Una vez reducido el hierro, es vertido en cuatro maquinas briqueteadoras para ser modelados con las forma características de la briquetas. Posteriormente son enfriadas para ser llevadas a través de cintas transportadoras donde son pesadas y llevadas al patio de almacenamiento. En este punto son cargadas en unas tolvas para ser cribadas, y las que cumplan con las especificaciones de calidad del producto final son colocadas en vagones que las trasladaran al puerto para su exportación. La siguiente figura muestra el flujograma del proceso de producción de HIB de la planta COMSIGUA.

El proceso de Reducción Directa MIDREX, es utilizado en la planta para transformar el mineral de hierro con bajo grado de metalización en un producto de hierro de reducción directa de alto porcentaje de pureza, y de esa manera sea acto para la utilización en la fabricación de acero, hierro y aplicaciones de fundición.

El proceso se divide en tres partes:
- Reducción: El mineral de hierro es introducido en tolvas que se encuentra en la parte superior del horno, en donde desciende a través del horno por acción de la gravedad, mientras se calienta y se le inyecta los gases en contracorriente con altos contenidos de H2 y CO2 para de esa manera obtener el hierro reducido libre de oxigeno. Estos gases reaccionan con el Fe2O3 presente en el mineral de hierro y lo transforman en hierro metálico, dejando el H2O y el CO2.
Fe2O3 + 3H2 ---> 2Fe + 3H2O
Fe2O3 + 3CO ---> 2Fe + 3CO

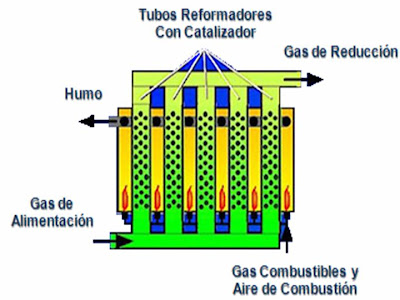
- Reformador: Es un horno recubierto con material refractario y tubos de aleación llenos de catalizador, dentro de este, el gas es calentado y reformado a medida que pasa por los tubos. El gas que ha sido nuevamente reformado posee de un 90% a 92% de H2 y CO2, por lo que es utilizado como gas reductor dentro del horno. La reacción que permite llevar a cabo este proceso es la siguiente:
CH4 + H2O---> CO + 3H2

Esto se controla por medio de un analizador-controlador-indicador de CO2, que usa el análisis del gas reformado para regular la añadidura de gas natural de proceso al gas de proceso. El punto de ajuste normal consiste de aproximadamente 2.5% de CO2.
Este se mantiene a un nivel de 1.5 a 1.7 a 1, por medio de un controlador-indicador que controla la temperatura del agua hacia el lado del gas de proceso del lavador de gas superior. El punto de ajuste operacional de la temperatura del agua es aproximadamente de 55°C a 60°C. Esto produce un gas de proceso a una temperatura de 62°C en los compresores de gas. Después de que se comprime el gas en los compresores y se le agrega una porción de gas natural de proceso, la temperatura del eliminador de gotas del gas de proceso debe ser aproximadamente de 81°C. La temperatura y la presión en este punto determina la cantidad de agua contenida en el gas de alimentación que va a los tubos del reformador.
Este se controla por medio de un analizador-controlador-indicador que regula el gas natural de enriquecimiento al gas reformado. La concentración de CH4 en el gas bustle se mantiene a aproximadamente 3%, con un nivel bajo de alarma de 2% y un nivel alto de alarma de 4.5%.
Esta se mantiene por medio de un controlador de temperatura, que posiciona la válvula de control de temperatura del gas bustle de tal forma, que una porción del chorro de gas se enfríe en el enfriador de gas reformado. A la corriente enfriada se le ha agregado gas natural de enriquecimiento y estos se agregan al gas reformado en el mezclador de gas reformado. Esta mezcla (con temperatura y contenido de metano controlados) se llama ahora gas bustle.
El operador compara el flujo del gas proceso con la velocidad de descarga del producto. Un controlador-registrador mantiene un flujo de gas de proceso predeterminado. Los ajustes de la máquina briquetadora mantiene una velocidad de descarga de producto.
INSTALACIONES PRINCIPALES
- Se encuentran los hornos de calibración.
- Se realiza el mantenimiento de las válvulas, como es el reemplazo de kit.
- Se realizan las respectivas pruebas a los equipos que se van a instalar en la planta.

 utadores por lo que es necesario realizar un algoritmo de tratamiento primario de la información, el cual consiste inicialmente en un proceso de validación, en donde se realiza el procesamiento de las lecturas con el objetivo de la detección de posibles fallas de los equipos de instrumentación. De esa manera, se evita llevar la información errónea dentro del sistema de procesamiento, lo que puede ocasionar graves daños.
utadores por lo que es necesario realizar un algoritmo de tratamiento primario de la información, el cual consiste inicialmente en un proceso de validación, en donde se realiza el procesamiento de las lecturas con el objetivo de la detección de posibles fallas de los equipos de instrumentación. De esa manera, se evita llevar la información errónea dentro del sistema de procesamiento, lo que puede ocasionar graves daños. Luego del acondicionam
 iento, las señales son recibidas por unas tarjetas I/O (entrada/salida) en donde se acondicionan las señales para ser procesada por los computadores. Estas tarjetas se pueden presentar con procesamiento analógico o digital, según el tipo de variable que se esté tratando. El valor en voltaje se lleva a un valor digital de 0 bits a 32 bits y es colocado en un bus de fibra óptica para ser llevado al computador correspondiente.
iento, las señales son recibidas por unas tarjetas I/O (entrada/salida) en donde se acondicionan las señales para ser procesada por los computadores. Estas tarjetas se pueden presentar con procesamiento analógico o digital, según el tipo de variable que se esté tratando. El valor en voltaje se lleva a un valor digital de 0 bits a 32 bits y es colocado en un bus de fibra óptica para ser llevado al computador correspondiente.  ontrol con las variables de campo. El dato de 32 bits es llevado al computador para su procesamiento, en donde se realiza la conversión a unidades de ingeniería, de esa manera se puede procesar el valor real de la variable en la unidad correspondiente. Dentro del procesador se realiza la acción de control que va a depender del programa configurado.
ontrol con las variables de campo. El dato de 32 bits es llevado al computador para su procesamiento, en donde se realiza la conversión a unidades de ingeniería, de esa manera se puede procesar el valor real de la variable en la unidad correspondiente. Dentro del procesador se realiza la acción de control que va a depender del programa configurado.La acción de control se envía nuevamente a los sistemas de acondicionamiento para ser llevadas nuevamente al elemento final de control. Para las señales de salida las tarjetas de acondicionamiento están formadas por Relés. El esquema de control se realiza de la siguiente manera:

 e, que son aquellos que se alimentan de las fuentes de las tarjetas.
e, que son aquellos que se alimentan de las fuentes de las tarjetas. Está ubicado a aproximadamente 20 Km. de la planta en la orilla del Río Orinoco, se encuentra el Puerto de Paluá,
 que sirve de instalaciones portuarias a la empresa. En este puerto, las briquetas son acumuladas en pilas, fletadas y cargadas en embarques hacia el océano. Por su parte, en la planta las briquetas son colocadas en vagones de tren y luego son transportados por tren hasta el puerto. Una vez allí, son recibidas en una tina, la cual es transportada y depositada en el patio a través de diez tolvas vibradoras. Desde un patio de más de 120.000 toneladas de capacidad, se recuperan las briquetas utilizando cargadores frontales, y se deposita en cinco tolvas de carga, las cuales alimentan el sistema de bandas transportadoras que lleva el producto directamente a las bodegas del barco.
que sirve de instalaciones portuarias a la empresa. En este puerto, las briquetas son acumuladas en pilas, fletadas y cargadas en embarques hacia el océano. Por su parte, en la planta las briquetas son colocadas en vagones de tren y luego son transportados por tren hasta el puerto. Una vez allí, son recibidas en una tina, la cual es transportada y depositada en el patio a través de diez tolvas vibradoras. Desde un patio de más de 120.000 toneladas de capacidad, se recuperan las briquetas utilizando cargadores frontales, y se deposita en cinco tolvas de carga, las cuales alimentan el sistema de bandas transportadoras que lleva el producto directamente a las bodegas del barco. 
 En el proceso de fabricación de Hierro Briqueteado en Caliente de la empresa COMSIGUA, se realiza el monitoreo y control de alrededor de 2600 variables, que incluyen: temperatura, nivel, caudal, velocidad, presión, por lo que encontramos en la planta una gran cantidad de instrumentos de medición.
En el proceso de fabricación de Hierro Briqueteado en Caliente de la empresa COMSIGUA, se realiza el monitoreo y control de alrededor de 2600 variables, que incluyen: temperatura, nivel, caudal, velocidad, presión, por lo que encontramos en la planta una gran cantidad de instrumentos de medición.Para la medición de temperatura en varias partes del proceso, se utilizan una gran diversidad de instrumentos medidores de temperatura. Para el bloque de recuperación de calor del aire del reactor se utiliza como instrumentos de medición de temperatura unas termocuplas de tipo K y tipo S, y en aquellos lugares donde la temperatura que se van a medir están en un rango bajo se utilizan las PT100.
La termocupla es el sensor de temperatura más común utilizado industrialmente. Una termocupla consta de dos alambres de distinto material unidos en un extremo. Al aplicar temperatura en la unión de los metales se genera un voltaje muy pequeño (efecto Seebeck) del orden de los milivolts el cual aumenta con la temperatura. Normalmente las termocuplas industriales se consiguen encapsuladas dentro de un tubo de acero inoxidable u otro material (vaina), en un extremo está la unión y en el otro el terminal eléctrico de los cables, protegido adentro de una caja redonda de aluminio (cabezal).
 Por su parte, un Pt100 es un tipo particular de RTD, que se utiliza como sensor de temperatura hecho con un alambre de platino que a 0 °C tiene 100 Ω y que al aumentar la temperatura aumenta su resistencia eléctrica. Los Pt100 pueden fácilmente entregar precisiones de una décima de grado con la ventaja que la Pt100 no se descompone gradualmente entregando lecturas erróneas, si no que normalmente se abre con lo cual el dispositivo medidor detecta inmediatamente la falla del sensor y da aviso. Además la Pt100 puede ser colocada a cierta distancia del medidor sin mayor problema (hasta unos 30m) utilizando cable de cobre convencional para hacer la extensión.
Por su parte, un Pt100 es un tipo particular de RTD, que se utiliza como sensor de temperatura hecho con un alambre de platino que a 0 °C tiene 100 Ω y que al aumentar la temperatura aumenta su resistencia eléctrica. Los Pt100 pueden fácilmente entregar precisiones de una décima de grado con la ventaja que la Pt100 no se descompone gradualmente entregando lecturas erróneas, si no que normalmente se abre con lo cual el dispositivo medidor detecta inmediatamente la falla del sensor y da aviso. Además la Pt100 puede ser colocada a cierta distancia del medidor sin mayor problema (hasta unos 30m) utilizando cable de cobre convencional para hacer la extensión.
En el área de salida del producto final, se utilizan unos medidores de temperatura por infrarrojo. En este punto es importante que la temperatura se mantenga dentro de un rango específico que no dañe las bandas rodantes. De este tipo de sensores se tienen los pirómetros. Estos sensores actúan por radiación, al tener que medir temperaturas que son superiores al punto de fusión de los propios sensores, en este caso se mide la radiación térmica emitida por el cuerpo a determinar su temperatura.(400ºC hasta 2000ºC)
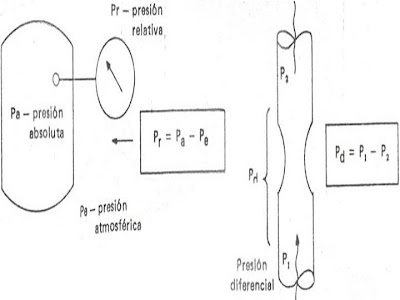
Para la medición de presión son utilizados varios tipos de sensores dependiendo del espacio de instalación y de los niveles que maneja la variable que se va a medir. En el Control Industrial interesan tres conceptos ligeramente diferentes de la presión. Normalmente se mide la presión manométrica, que representan la diferencia entre la presión absoluta en el lugar de la instalación y la presión atmosférica. Algunas veces interesa la medida de la presión absoluta, especialmente cuando se miden presiones inferiores a la atmosférica. Cuando se trata de medidas de flujo, es muy usual también la medida de la presión diferencial.

El Sifón es un elemento que se instala entre el medidor y la tubería con el fin de separar o aislar el material que fluye por la tubería del propio medidor. En forma general se utiliza para la condensación de vapores mediante el agregado de una cantidad de agua en su interior. El retardador o pulsation dampener se utiliza cuando el material por la tubería genera mucha vibración, de tal forma que la misma no se vea reflejada en el medidor Y diafragma que se utiliza preferentemente para fluidos corrosivos, aislando físicamente el mismo del medidor.
Existen elementos primarios de medición de flujo que son utilizados como medidores de presión:
Para realizar la medición de presión diferencial se hace uso de medidor del tipo placa orificio, se considera como una restricción puesto que se introduce dentro de la tubería en donde se desea medir la presión. Estos tienen la forma de una placa circular, insertada en la tubería entre dos bridas, en la cual se hace un orificio con las dimensiones que indique el cálculo. El material del orificio debe resistir la corrosión química y mecánica del fluido. Se usan mucho los diversos tipos de acero inoxidable.

Estos medidores son los únicos que no presentan obstrucción al paso del líquido. Por ese motivo son los elementos primarios ideales para la medida de flujos en líquidos viscosos o con sólidos en suspensión. La única condición será que el líquido tenga una conductividad eléctrica por encima de un mínimo establecido. El funcionamiento de estos medidores se basa en el fenómeno de la inducción electromagnética. Un conductor eléctrico que se mueve con velocidad perpendicularmente a un campo magnético de inducción, es el asiento de una fuerza electromotriz, dada por la relación:
B : Campo magnético de inducción
l : Longitud del conductor
v : Velocidad perpendicular
También encontramos los tubos venturi para la medición de presión, este elemento primario de medida se inserta en la tubería como un tramo de la misma. Puede instalarse en todo tipo de tuberías mediante bridas de conexión adecuadas. El Venturi tiene una sección de entrada de diámetro igual al de la conducción a la cual se conecta. La sección de entrada conduce hacia un cono de convergencia angular fija, terminando en una garganta de un diámetro más reducido, fabricada exactamente según las dimensiones establecidas por el cálculo. Dicha garganta comunica con un cono de salida o de descarga con divergencia angular fija, cuyo diámetro final es habitualmente igual al de entrada. La sección de entrada está provista de tomas de presión que acaban en un racord anular, cuyo fin es el de uniformar la presión de entrada. Es en este punto donde se conecta a la toma de alta presión del transmisor. La conexión de la toma de baja presión se realiza en la garganta mediante un dispositivo similar. La diferencia entre ambas presiones servirá para realizar la determinación del caudal. El tubo Venturi puede fabricarse en materiales diversos según las necesidades de la aplicación a que se destine. El más comúnmente empleado es el acero al carbono, aunque también se utiliza el latón, bronce, acero inoxidable, cemento, y revestimientos de elastómeros para paliar los efectos de la corrosión.
- Pérdida de carga permanente poco elevada, menor que la del diafragma y la de la tobera, gracias a los conos de entrada y salida.

Otra variable medida ampliamente en el proceso de elaboración de briquetas es el nivel; tanto de líquidos (el agua utilizada en los procesos de enfriamiento), como sólidos (compuesto de mineral de hierro en la tolva de alimentación). Para la medición de líquidos se realiza por el método de burbujeo aprovechando el principio de la presión hidrostática.

Emisor de rayos gamma
En el caso de los sólidos que se concentran en las tolvas de alimentación del reactor, se utiliza un sensor de nivel radiactivo, debido a la necesidad de evitar el contacto del sensor con el material. El sensor radioactivo consiste en un emisor de rayos gamma montado verticalmente en un lado del tanq
 ue y con un contador Geiger que transforma la radiación gamma recibida en una señal eléctrica de corriente continua. Como la transmisión de los rayos es inversamente proporcional a la masa del líquido en el tanque, la radiación captada por el receptor es inversamente proporcional al nivel del líquido ya que el material absorbe parte de la energía emitida.
ue y con un contador Geiger que transforma la radiación gamma recibida en una señal eléctrica de corriente continua. Como la transmisión de los rayos es inversamente proporcional a la masa del líquido en el tanque, la radiación captada por el receptor es inversamente proporcional al nivel del líquido ya que el material absorbe parte de la energía emitida. Los medidores nucleares consisten de tres partes básicas; una fuente radiactiva, un receptor o detector de radiación y una electrónica de soporte la cual procesa la señal proveniente del detector.
Los medidores de velocidad también son utilizados en el punto de alime ntación de las cintas transportadoras que llevan las briquetas de la salida de las maquinas briqueteadoras hasta el patio de almacenamiento, para medir la velocidad de las briquetas. En las mismas bandas transportadoras se tiene una balanza dinámica, que permite conocer la cantidad de toneladas de productos que están saliendo del proceso. Al final de cada una de las bandas rodantes encontramos un calculador que permite saber la cantidad de toneladas por hora de briquetas que están transportándose por cada banda, al conocer la velocidad que arroja el tacómetro y el valor dado por el puente de peso.
ntación de las cintas transportadoras que llevan las briquetas de la salida de las maquinas briqueteadoras hasta el patio de almacenamiento, para medir la velocidad de las briquetas. En las mismas bandas transportadoras se tiene una balanza dinámica, que permite conocer la cantidad de toneladas de productos que están saliendo del proceso. Al final de cada una de las bandas rodantes encontramos un calculador que permite saber la cantidad de toneladas por hora de briquetas que están transportándose por cada banda, al conocer la velocidad que arroja el tacómetro y el valor dado por el puente de peso.
Los analizadores de gases, se colocan en varias partes de la planta para conocer las concentraciones del aire que se encuentra en dicha zonas, con ello lo que se quiere hacer es indicar los niveles de monóxido de carbono en el ambiente, de esa manera se tiene un control para que este tipo de gases no superen los valores límites máximos que pueden ser dañinos para la salud de la personas que laboran en la zona.
Los medidores antes mencionados están acompañados de indicadores y transmisores que permiten llevar los valores de las señales a la sala de control, para que a través de los computadores se realicen las acciones de control sobre los dispositivos controlados. Los indicadores podemos reconocerlos en la planta, ya que tienen en su etiqueta de identificación, la letra de función del instrumento es “I”. En la empresa encontramos indicadores de flujo (FI), indicadores de presión (PI), entre otros.
La función primordial de un transmisor es tomar cualquier señal para convertirla en una señal estándar adecuada para el instrumento receptor, es así como un transmisor capta señales tanto de un sensor como de un transductor; las señales electrónicas son de 4 a 20 mA o de 0 a 5 voltios. En la empresa encontramos transmisores de nivel (LT), transmisores de flujo (FT), transmisores de temperatura (TT) y adicionalmente instrumento que realizan ambas funciones como es el caso del transmisor indicador de nivel (LIT) que muestra y transmite el valor de nivel en la tolva del reactor.
adecuada para el instrumento receptor, es así como un transmisor capta señales tanto de un sensor como de un transductor; las señales electrónicas son de 4 a 20 mA o de 0 a 5 voltios. En la empresa encontramos transmisores de nivel (LT), transmisores de flujo (FT), transmisores de temperatura (TT) y adicionalmente instrumento que realizan ambas funciones como es el caso del transmisor indicador de nivel (LIT) que muestra y transmite el valor de nivel en la tolva del reactor.
 palmente en la planta, son motores y válvulas. Las válvulas se pueden definir como aparatos mecánicos con los cual se puede iniciar, detener o regular la circulación (paso) de líquidos o gases mediante una pieza movible que abre, cierra u obstruye en forma parcial uno o más orificios o conductos. Debido a su diseño y materiales, las válvulas pueden abrir y cerrar, conectar y desconectar, regular, modular o aislar una enorme serie de líquidos y gases, desde los más simples hasta los más corrosivos o tóxicos.
palmente en la planta, son motores y válvulas. Las válvulas se pueden definir como aparatos mecánicos con los cual se puede iniciar, detener o regular la circulación (paso) de líquidos o gases mediante una pieza movible que abre, cierra u obstruye en forma parcial uno o más orificios o conductos. Debido a su diseño y materiales, las válvulas pueden abrir y cerrar, conectar y desconectar, regular, modular o aislar una enorme serie de líquidos y gases, desde los más simples hasta los más corrosivos o tóxicos.Las válvulas presentan tres partes fundamentales: la parte motriz o actuador, el cuerpo y el posicionador.

Las válvulas pueden ser de varios tipos dependiendo de la actividad que van a realizar:
La válvula de mariposa: Es de ¼ de vuelta y controla la circulación por medio de un disco circular, con el eje de su orificio en ángulos rectos con el sentido de la circulación.
- Ligera de peso, compacta, bajo costo.
- Requiere poco mantenimiento.
- Número mínimo de piezas móviles.
- No tiene bolas o cavidades.
- Alta capacidad.
- Circulación en línea recta.
- Se limpia automáticamente.
Desventajas
- Alta torsión (par) para accionarla.
- Capacidad limitada para caída de presión.
- Propensa a la cavitación.

Ventajas
- Bajo costo.
- Alta capacidad.
- Corte bidireccional.
- Circulación en línea recta.
- Pocas fugas.
- Se limpia por si sola.
- Poco mantenimiento.
- No requiere lubricación.
- Tamaño compacto.
- Cierre hermético con baja torsión (par).
Desventajas
- Características deficientes para estrangulación.
- Alta torsión para accionarla.
- Susceptible al desgaste de sellos o empaquetaduras.
- Propensa a la cavitación.

- Estrangulación eficiente con estiramiento o erosión mínimos del disco o asiento.
- Carrera corta del disco y pocas vueltas para accionarlas, lo cual reduce el tiempo y desgaste en el vástago y el bonete.
- Control preciso de la circulación.
- Disponible con orificios múltiples.
Desventajas
- Gran caída de presión.
- Costo relativo elevado.
 En el nivel 4 de la planta que recibe el nombre de PDC, Cámara de Descarga de Producto, encontramos una gran cantidad de válvulas que se encarga de controlar el flujo de mineral de hierro, la cantidad de gases en el proceso, entre otras variables. Las válvulas son controladas a través de un Controlador Lógico Programable (PLC).
En el nivel 4 de la planta que recibe el nombre de PDC, Cámara de Descarga de Producto, encontramos una gran cantidad de válvulas que se encarga de controlar el flujo de mineral de hierro, la cantidad de gases en el proceso, entre otras variables. Las válvulas son controladas a través de un Controlador Lógico Programable (PLC).Un PLC o autómata programable se puede considerar a toda máquina electrónica, diseñada para controlar en tiempo real y en medio industrial procesos secuenciales. Su manejo y programación puede ser realizada por personal eléctrico o electrónico sin conocimientos informáticos. Realiza funciones lógicas: series, paralelos, temporizaciones, contajes y otras más potentes como cálculos, regulaciones, etc. La función básica de los autómatas programables es la de reducir el trabajo del usuario a realizar el programa, es decir, la relación entre las señales de entrada que se tienen que cumplir para activar cada salida, puesto que los elementos tradicionales (como relés auxiliares, de enclavamiento, temporizadores, contadores...) son internos.

- Fuente de alimentación: Es la encargada de convertir la tensión de la red, 220v corriente alterna, a baja tensión de corriente continua, normalmente a 24v. Siendo esta la tensión de trabajo en los circuitos electrónicos que forma el Autómata.
Los captadores pasivos son los que cambian su estado lógico (activado o no activado) por medio de una acción mecánica.

Para la elaboración del Hierro Briqueteado en Caliente, COMSIGUA hace uso del mineral de hierro proveniente de las mismas de San Isidro, de la energía eléctrica proveniente de las plantas hidroeléctricas del Rio Caroní, del suministro de agua del mismo rio y del gas natural suministrado por PDVSA.

PRODUCTO FINAL
- Bajos niveles de elementos residuales tales como el Cu, Ni, Cr, Mo, y Sn.
- Consistencia química.
- Densidad a granel.
- Estabilidad durante traslados oceánicos y terrestres.
- Tamaño óptimo.

El HBI que producido en esta empresa, está clasificado como Hierro de Reducción Directa Moldeado en Caliente tipo Briqueta, según el Apéndice B del Código de la Práctica de Seguridad para Cargas Sólidas a granel, emitido por la Organización Marítima Internacional bajo el número BC N°016; IMO clase MHB, y como tal es considerado seguro para el transporte marítimo sin la utilización de gas inerte u otras precauciones especiales. El material producido está conforme a los requisitos arriba mencionados según el Código BC IMO. En la siguiente tabla se muestras las especificaciones del HIB que se produce en la empresa COMSIGUA.

La utilización del producto final de la empresa se puede describir en dos funciones principales:
- Dilución de niveles residuales en el acero, lo que permite la utilización de chatarra de alto nivel residual.
- Reducción en la variabilidad de la química del acero permitiendo cumplir las especificaciones con un alto grado de certeza.
- Reducción del nivel de nitrógeno en el acero.
- Posibilidad de carga continua para mayores ventajas.


1 comentario:
interesante.
Publicar un comentario